Классификация ПЭТ преформ |
 |
ПЭТ преформа – это заготовка для изготовления ПЭТ бутылок или банок из полимера (полиэтилентерефталата) методом выдувного формования (оборудование для производства ПЭТ бутылок методом выдувного формирования).
ПЭТ преформы производятся на специальном оборудовании (инжекционно-литьевая машина (Термопластавтомат) плюс дополнительное оборудование для подготовки полимерного сырья) методом литья под давлением. Сырьём для производства преформ служит полиэтилентерефталат (ПЭТ - русское сокращение, РЕТ - английское сокращение).
Преформы можно классифицировать по следующим признакам:
1. В зависимости от сферы потребления преформы могут быть предназначены для выдува бутылок под:
- безалкогольные газированные напитки и минеральные воды
- питьевые негазированные воды
- соки и сокосодержащие напитки
- молоко и кисло
- молочные изделия
- пиво и слабоалкогольные напитки
- алкогольные напитки (вино, водка)
- холодный чай/кофе
- растительное масло
2. В зависимости от емкости бутылки преформы могут различаться по весу.
Вес преформы напрямую влияет на объем бутылки, которую можно получить. Стандартное соотношение между весом преформы и емкостью получаемой бутылки представлено в таблице.
Стандартное соотношение между весом преформы и емкостью получаемой бутылки
| Вес преформы, граммы | Емкость бутылки, литры |
| 20 | 0,33 |
| 23 | 0,5 |
| 26 | 0,7 |
| 38 - 39 | 1 |
| 42 - 44 | 1,5 |
| 48 | 2 |
| 87 | 3 - 5 |
| 710 - 770 | 19 |
Масса выбираемой преформы в первую очередь регламентируется объемом формуемой бутылки и требованиями к прочностным и барьерным характеристикам ее стенок. Совершенно очевидно, что при фиксированном весе преформы толщина стенки бутылки будет тем больше, чем меньше ее объем, и наоборот. В зависимости от степени насыщения содержимого бутылки углекислым газом, процент содержания которого в газированных напитках колеблется от 2 до 10 г на 1л, толщину стенок бутылок увеличивают от 0,25мм (для слабогазированных минеральных и фруктовых вод, не предназначенных для длительного хранения) до 0,36-0.38мм (для сильногазированных напитков) [2,3]. Для выдува 2-х литровой бутылки для сильногазированных напитков необходима преформа массой не 48, а 52г.
3. По своей конфигурации преформы делятся на 3 группы:
- универсальные
- толстостенные
- укороченные
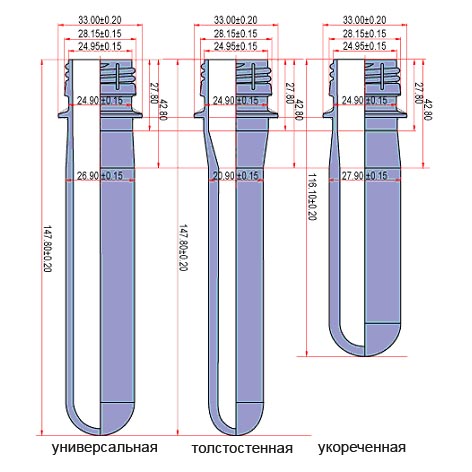
Универсальная преформа наиболее распространена. Она характеризуется ровной поверхностью цилиндрического тела без значительных расширений. При массе 42г ее длина составляет 148мм, толщина стенки - 3мм.
Качество формуемой бутылки в огромной степени зависит от результата разогрева преформы. А прогреть ее бывает тем легче, чем меньше толщина ее стенки. С этой точки зрения, толщина 2,6мм лучше, чем 3,0мм. Однако уменьшение толщины стенки преформы до менее чем 3,0мм связано с большими технологическими трудностями ее изготовления (необходимо существенное увеличение температуры в камере дозирования и на соплах, а также увеличение числа оборотов экструдера на 10-15%). Именно поэтому тонкостенные преформы выпускаются редко, а если и поступают в продажу, то их стоимость гораздо выше универсальных.
Толстостенная преформа (с толщиной стенки до 4,5мм) в изготовлении технологически проще. Однако для качественного формования бутылок такие преформы требуют более длительного нахождения в зонах разогрева, то есть их использование приводит к снижению производительности. А для многих типов машин, прежде всего с печами погружного типа, эти преформы вовсе непригодны, так как длительное нахождение в зонах разогрева (более 15 минут) приводит к тому, что материал наружной поверхности преформы перегревается и теряет прозрачность, а ее внутренняя поверхность остается холодной и недостаточно пластична для беспроблемного выдува бутылок.
С укороченными преформами дело обстоит еще хуже. Они просты в изготовлении и удобны при транспортировке (при прочих равных условиях в упаковочный ящик помещается их на 30-40% больше укороченных преформ, чем универсальных), но пригодны лишь для раздува на мощном оборудовании с давлением воздуха 30-40бар. Получить качественную бутылку из таких преформ на можно лишь на высококачественных полуавтоматах выдува, либо ценой значительного снижения производительности, но и в этом случае брак неизбежен.
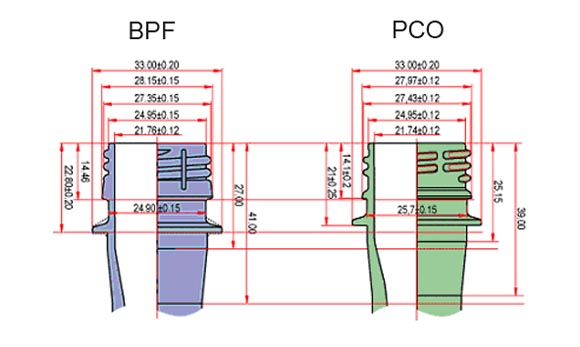
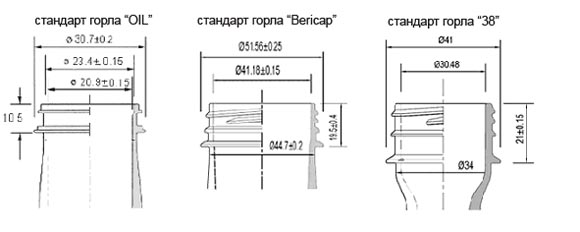
4. В зависимости от конфигурации горла различают преформы/бутылки со стандартом:
- BPF/PCO (для газированных напитков и минеральной воды, пива)
- Oil (для растительного масла)
- Bericap (для напитков, воды)
- «38» (для соков, молочной продукции)
На рынке напитков в России преимущественно используются два стандарта горловины преформ: BPF (British Plastics Federation) и PCO (Plastic Closures Only).
Стандарт BPF получил наибольшее распространение в северной части Европы, в том числе в восточной ее части и в странах бывшего СССР; PCO - в США. Британская Федерация Пластика – организация, в обязанности которой входит разработка и утверждение тех или иных стандартов, касающихся пластмассовых изделий, в том числе и упаковки. Так в Европе стандарт BPF получил большее распространение, нежели чем PCO. Оба этих стандарта выполняют важную функцию – газоудержание. С точки зрения уровня газоудержания оба стандарта практически идентичны. Но преимущество стандарта PCO состоит в том, что он легче BPF. Экономия ПЭТ при переходе с BPF на PCO составляет от 1 до 2 грамм.
Вопрос выбора той или иной преформы для выдува бутылок решаются индивидуально, применительно к конкретным условиям производства и сбыты готовой продукции, с учетом технических особенностей используемого оборудования.
Схемы остальных конфигураций преформ представлены в таблице:
Специалисты компании “SCORPOGROUP” готовы проконсультировать Вас по вопросам выбора и использования тех или иных видов ПЭТ преформ, подбору и оптимальной настройки необходимого оборудования для изготовления ПЭТ тары как производства “SCORPOPGROUP”, так и других производителей.
“SCORPOGROUP”
|





